Компания 3DTool предлагает купить 3D принтеры по металлу по выгодным ценам от производителя. Закажите 3Д принтер по металлу с доставкой в Москве
SLM & DMLS: в чем разница
Выборочное лазерное плавление (SLM) и прямое лазерное спекание металлов (DMLS) являются двумя процессами аддитивного производства, которые относятся к семейству трехмерной печати порошковым слоем. Эти две технологии имеют много общих черт: обе используют лазер для спекания или выборочного плавления частиц металлического порошка, связывая их вместе и создавая слои изделия, один за другим.
Различия между SLM и DMLS сводятся к основам процесса склеивания частиц (а также к патентам): в SLM лазер расплавляет металлический порошок, а в DMLS частицы порошка нагреваются меньше и спекаются между собой, не переходя в жидкую фазу.

Основное отличие DMLS от традиционных технологий производства металлических деталей в том, что DMLS-принтер создает объекты без остаточных внутренних напряжений, которые могут снижать качество металлических компонентов изготовленных литьем и штамповкой. Это важно для деталей производимых для автомобильной и аэрокосмической отрасли, так как они должны выдерживать высокие нагрузки.
В SLM лазер расплавляет каждый слой металлического порошка, и перепады температур могут приводить к возникновению внутренних напряжений в детали, что потенциально может сказаться на ее качестве, хоть и в меньшей степени чем, например, при литье. В этом вопросе преимущество SLM перед традиционными технологиями меньше, чем преимущество DMLS. С другой стороны, спеченные по технологии DMLS детали уступают в монолитности и запасе прочности деталям напечатанным по методу SLM.
Технологии похожи до степени смешения, как по принципу действия, так и по используемым техническим решениям, потому некоторые 3D-принтеры способны печатать по обеим методикам.
Обе технологии, SLM и DMLS, используются в промышленности для создания деталей для различных областей машиностроения. В этой статье мы используем термин «3D-печать металлами» для обозначения обоих процессов в целом, и описываем их основные механизмы, что поможет инженерам и дизайнерам в понимании преимуществ и ограничений технологии.
Расскажем и о других технологиях 3D-печати металлами, менее распространенных, таких как электронно-лучевое плавление (EBM) и ультразвуковое аддитивное производство (UAM).
Процесс печати SLM / DMLS:
Более подробно о методе SLM Вы можете прочитать в нашей статье.
Процессы изготовления деталей по технологиям SLM и DMLS очень схожи.
Основные этапы:
-
Камеру построения сначала заполняют инертным газом (например, аргоном) для минимизации окисления металлического порошка, а затем нагревают до оптимальной температуры производства.
-
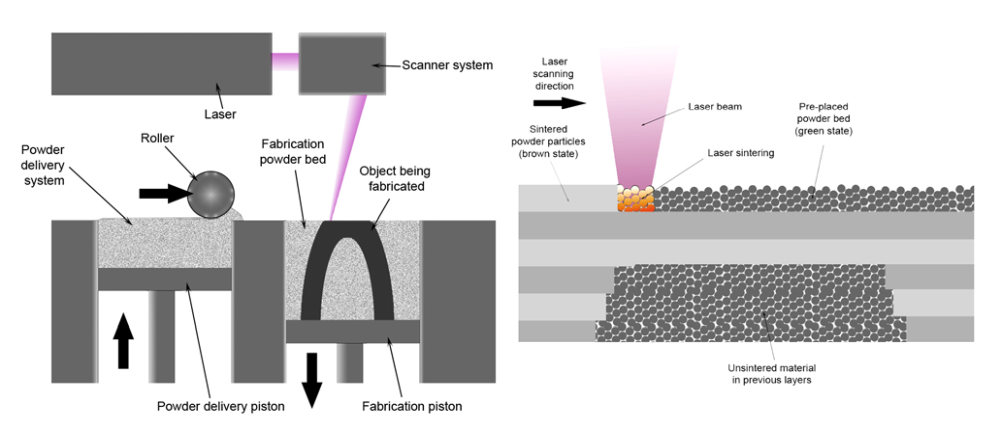
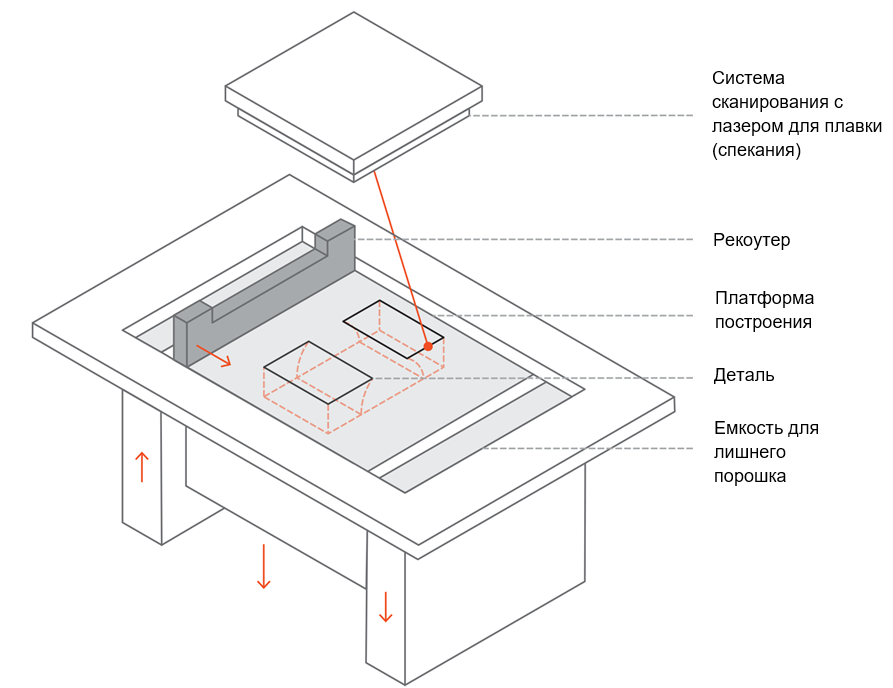
Тонкий слой металлического порошка распределяется по платформе построения, а высокомощный лазер сканирует поперечное сечение компонента, плавя или спекая вместе металлические частицы и создавая следующий слой. Вся область модели подвергается обработке, поэтому деталь сразу твердая.
-
После завершения формирования слоя, платформа построения опускается на толщину слоя и рекоутер наносит следующий слой порошка. Процесс повторяется до завершения всей детали.
Когда процесс печати завершается, детали полностью находятся в металлическом порошке. В отличие от процесса спекания полимерного порошкового слоя (такого как SLS), детали прикрепляются к платформе построения с помощью области поддержки. Области поддержки строятся с использованием того же материала, что и деталь, их необходимо использовать для избегания деформации и искажений, которые могут возникнуть из-за высоких температур обработки.
Когда камера построения остывает до комнатной температуры, неизрасходованный порошок вручную удаляется, а детали обычно подвергаются дополнительной термической обработке для снятия остаточных напряжений, затем удаляют поддержки. Детали отделяются от платформы построения и готовы к использованию или последующей обработке.
Схема принтера SLM / DMLS:
Источник: http://top3dshop.ru/blog/metal-3d-printing-techs-and-cost.html
3D–печать металлом в домашних условиях

Если вы хотите изготавливать дома объекты, которые будут выглядеть, как металлические, лучше всего обратить внимание на металлизированные PLA–филаменты (Фото: colorFabb)
С чего начать, если хочется печатать металлические объекты в домашних условиях? Учитывая экстремально высокую температуру, которая требуется для настоящей 3D–печати металлом, обычным FDM 3D–принтером сделать это не получится.
Едва ли в это десятилетие появится возможность печатать жидким металлом в домашних условиях. До 2020 года у вас, вероятно, не появится дома специализированного для этих целей принтера. Но через несколько лет, по мере развития нанотехнологий, мы можем стать свидетелями существенного развития новых приложений. Это может быть 3D–печать проводящим серебром, которое будет испускаться примерно так же, как это происходит в двумерных домашних принтерах. Станет возможным даже смешивать в одном объекте различные материалы вроде пластика и металла.
Материалы для металлической 3D–печати в домашних условиях
Даже несмотря на то, что вы не можете печатать в домашних условиях собственно металлические объекты, можно обратиться к пластиковому филаменту, в который добавлены металлические порошки. ColorFabb, ProtoPasta и TreeD Filaments предлагают интересные композитные металло-PLA филаменты. Эти филаменты, содержащие значительный процент металлических порошков, остаются достаточно пластичными для того, чтобы ими можно было печатать при низкой температуре (от 200 до 300 по Цельсию) на практически любом 3D–принтере. В то же самое время они содержат достаточно металла, чтобы конечный объект выглядел, создавал тактильное ощущение и даже весил, как металлический. Филаменты на основе железа в определенных условиях даже ржавеют.
Но можно пойти и дальше. Обычно в филамент для 3D–печати добавляется до 50 процентов металлического порошка. В голландской компании Formfutura заявляют, что им удалось добиться 85-процентного содержания металлического порошка при 15 процентах PLA. Эти филаменты называются MetalFil Ancient Bronze и Metalfil Classic Copper. Ими можно печатать даже при «умеренных» температурах от 190 до 200 градусов Цельсия.

Катушки филамента для металлической 3D–печати, в данном случае от SteelFill и CopperFill colorFabb (Сталь и бронза), Ancient Bronze (Старинная бронза) от Formfutura
Вот ключевые моменты о металлической печати в домашних условиях
- Получается уникальная металлическая поверхность и вид
- Идеальный вариант для украшений, статуэток, бытовой утвари, реплик
- Долговечность
- Объекты не гибкие (зависит от структуры)
- Объекты не растворяются
- Не считаются безопасными для продуктов питания
- Обычная температура печати: 195 — 220 °C
- Крайне малая усадка при охлаждении
- Подогрева стола не требуется
- Сложность печати высокая, требуется тонкая настройка температуры сопла, скорости подачи, постобработки
Подготовка домашнего принтера к металлической 3D–печати
Поскольку получение металлических 3D–распечаток — дело более сложное, чем обычно, вам может понадобиться сделать апгрейд сопла 3D–принтера, особенно, если речь идет о принтере начального уровня. Металлический филамент быстро его изнашивает. Существуют износостойкие хот-энды (например, E3D V6), которые сами сделаны из металла. Они могут противостоять высоким температурам и подходят к большинству принтеров. Будьте готовы к тому, что сопла придется заменять часто, потому что металлический филамент очень абразивен.
Также вам нужно будет позаботиться о конечной доводке поверхности (чистке, зачистке, смазке, покрытии воском или грунтом), чтобы напечатанный металлический объект блестел как положено.
Почём металлический филамент для 3D–печати?
И почем же металлический филамент для 3D–печати? — спросите вы. Вот несколько примеров:
- 750-граммовая катушка Bronzefill от ColorFabb стоит $56,36
- 750-граммовая катушка Copperfill от ColorFabb стоит $56,36
- PLA-композит Polishable Stainless Steel от Protopasta стоит $56 за 56 граммов
- PLA-композит Rustable Magnetic Iron от Protopasta стоит $34.99 за 500 граммов
Источник: http://3dpt.ru/page/metall-3d-printing
Технология селективного лазерного сплавления
SLM или технология селективного сплавления – это тип прямой печати металлом, при котором достигается плотность 99,5%. Разница особенно ощутима, если сравнивать с моделями, полученными обычным литьем. Достигается такой показатель благодаря внедрению новейших технологий именно в аппаратной части:
- Применение специальных роликов для утрамбовки порошков и, как следствие, возможность использования порошков с размером частиц от 5 мкм.
- Повышение насыпной плотности, способствующее уплотнению конечных изделий.
- Создание разреженной атмосферы инертных газов, при которой достигается максимальная чистота материала, отсутствует окисление и исключаются риски попадания сторонних химических соединений в состав.
Но самое главное – современный 3D принтер для печати металлом позволяет легко подобрать индивидуальную конфигурацию для печати конкретным металлическим порошком. Таким образом даже с недорогим материалом можно получить первоклассный результат. Но только при условии использовании качественного современного оборудования. И здесь мы тоже готовы вас удивить!
Источник: http://sprint3d.ru/kategorii/3d-pechat/3d-pechat-metallom/
Характеристики SLM & DMLS
Параметры принтера
В SLM и DMLS почти все параметры процесса устанавливаются производителем принтера. Высота слоя, используемого в 3D-печати металлами, колеблется обычно от 20 до 50 микрон и зависит от свойств материала.
Стандартная область 3D-печати металлами варьируется около 250 x 150 x 150 мм, доступны принтеры и с большей областью печати, около 500 x 280 x 360 мм. Точность размеров, которую может достичь 3D-принтер для печати металлами, составляет приблизительно ± 0,1 мм.
Металлический порошок в SLM и DMLS используются повторно: обычно менее 5% уходит в отходы. После каждой печати неиспользованный порошок собирают, просеивают и затем смешивают с новым материалом, до состава необходимого для следующей печати.
В отходы идут, в основном, поддержки.
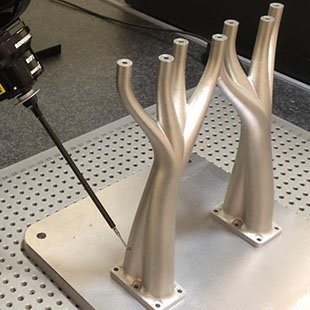
Небольшое серийное производство рамы велосипеда с использованием SLM. Предоставлено: Renishaw и Empire Cycles.

Источник: http://top3dshop.ru/blog/metal-3d-printing-techs-and-cost.html
Металлическая 3D–печать в промышленности

Но что если вам требуется более качественный результат или даже полностью металлическая 3D–печать? Следует ли для бизнес-нужд приобретать реально «металлический» 3D–принтер? Мы бы не советовали — если только вы не собираетесь заниматься этим каждый день. Стоит профессиональный 3D–принтер металлом дорого: аппараты фирм EOS или Stratasys обойдутся вам в 100–500 тысяч долларов. Кроме того, расходы окажутся еще больше, поскольку вам придется нанять оператора, работника для обслуживания аппарата, а также для конечной доводки распечаток (полировки, например). Просто отметьте для себя: в 2016 году приемлемого по цене металлического 3D–принтера не существовало.
Снижаем затраты на металлическую 3D–печать
В случае если вы не собираетесь открывать дело по 3D–печати металлом, но вам всё же требуется профессионально выполненная на 3D–принтере металлическая деталь, лучше обратиться в соответствующую фирму, которая оказывает такие услуги. Сервисы 3D–печати, подобные Shapeways, Sculpteo и iMaterialise, предлагают прямую печать металлом.
В настоящее время при 3D–печати они работают со следующими металлическими материалами:
- алюминий
- сталь
- латунь
- медь
- бронза
- стерлинговое серебро
- золото
- платина
- титан
Если вы ювелир, вы можете также заказать восковые модели для отливки из благородных металлов.
Если говорить о восковых моделях, то в большинстве случаев именно они (с последующим расплавлением) используются при печати металлами (включая золото и серебро). Не все заказы выполняются непосредственно этими фирмами. Обычно, чтобы выполнить заказ, они обращаются к другим компаниям, специализирующимся на металлической 3D–печати. Впрочем, число подобно рода сервисов во всем мире быстро растет. Кроме того, техника для 3D–печати металлом получает все большее распространение в фирмах, которые предлагают такие услуги.
Причина, по которой крупные компании так полюбили 3D–печать, заключается в том, что на ее основе можно построить полностью автоматизированные линии, выпускающие «топологически оптимизированные» детали. Это означает, что появляется возможность точно выделять исходные материалы и делать компоненты толще лишь в том случае, если они должны выдерживать большие нагрузки. В целом масса деталей существенным образом уменьшается, а их структурная целостность при этом сохраняется. И это не единственное преимущество данной технологии. В некоторых случаях продукт получается существенно дешевле и доступным по цене практически всем.
Имейте, пожалуйста, в виду, что 3D–печать металлом требует для моделирования специальных CAD-программ. Стоит обратить внимание на рекомендации Shapeways — 3D printing metal guidelines. Чтобы еще больше углубиться в тему, посмотрите Statasys’ information по соответствующим 3D–принтерам и нюансам металлической 3D–печати.
Вот несколько примеров цены тестовой модели Benchy при металлической 3D–печати:
- Металлический пластик: $22,44 (бывший алюмид, PLA с алюминием)
- Нержавеющая сталь: $83,75 (плакированная, полированная)
- Бронза: $299,91 (сплошная, полированная)
- Серебро: $713,47 (сплошная, зеркальной полировки)
- Золото: $87,75 (плакированная золотом, полированная)
- Золото: $12 540 (сплошная, золото 18 карат)
- Платина: $27 314 (сплошная, полированная)
Как и следовало ожидать, что цены на сплошную металлическую 3D–печать довольно высоки.
Источник: http://3dpt.ru/page/metall-3d-printing
Адгезия между слоями
Металлические детали, изготовленные методами SLM и DMLS, имеют почти изотропные механические и термические свойства. Они твердые, с очень небольшой внутренней пористостью (менее 0,2-0,5%).
Металлические 3D-печатные детали имеют более высокую прочность и твердость и часто более гибкие, чем детали, изготовленные традиционным способом. Однако они более склонны к усталости.
Например, посмотрите в таблице ниже на механические свойства 3D-печатного сплава AlSi10Mg EOS и литого сплава A360. Эти два материала имеют очень похожий химический состав, с высоким содержанием кремния и магния. 3D-печатные детали имеют превосходные механические свойства и более высокую твердость по сравнению с литым материалом.
Из-за гранулированной формы порошка, шероховатость поверхности (Ra) металлической 3D-печатной детали составляет примерно 6-10 мкм. Эта относительно высокая шероховатость поверхности может частично объяснить более низкую усталостную прочность сплава.
Сравнение механических свойств отдельных разновидностей 3D-печатных и литых деталей:
|
Основные характеристики |
AlSi10Mg (3D-печатный сплав) |
A360 (Литой сплав) |
|
Предел текучести (деформация на 0,2%) |
XY: 230 MPa Z : 230 MPa |
165 MPa |
|
Прочность на растяжение |
XY: 345 MPa Z : 350 MPa |
317 MPa |
|
Модуль |
XY: 70 GPa Z : 60 GPa |
71 GPa |
|
Удлинение при разрыве |
XY: 12% Z : 11% |
3.5% |
|
Твердость |
119 HBW |
75 HBW |
|
Усталостная прочность |
97 MPa |
124 MPa |
Источник: http://top3dshop.ru/blog/metal-3d-printing-techs-and-cost.html
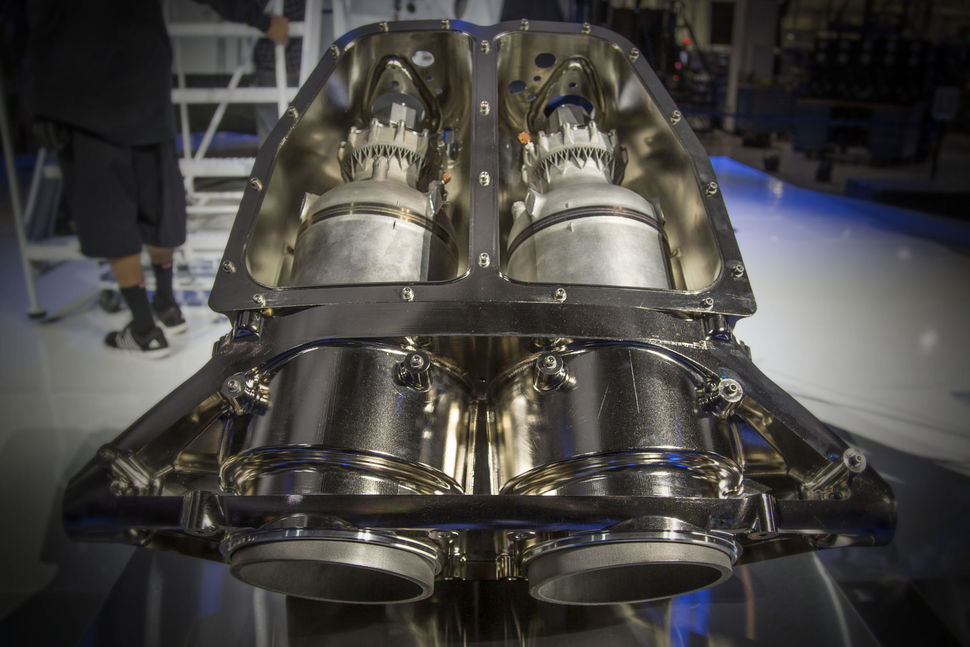
Металлическая 3D–печать. Применения
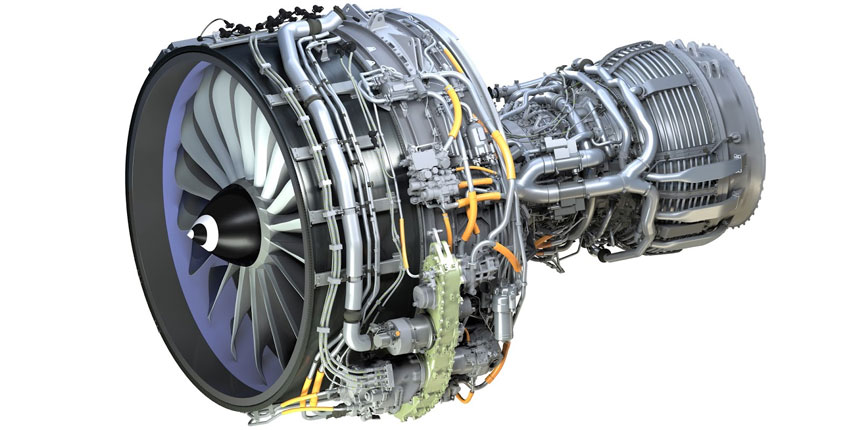 Детали авиадвигателя GE LEAP, напечатанные на 3D–принтере на фабрике Avio Aero (Фото: GE)
Детали авиадвигателя GE LEAP, напечатанные на 3D–принтере на фабрике Avio Aero (Фото: GE)
Есть несколько отраслей, в которых уже применяются 3D–принтеры для изготовления объектов повседневного пользования — вы можете даже не знать, что эти объекты напечатаны.
- Наиболее распространенный случай — хирургические и зубные импланты, которые в таком исполнении сегодня считаются лучшим вариантом для пациентов. Причина: они могут быть приспособлены под индивидуальные особенности.
- Другая отрасль — ювелирное дело. Тут большинство производителей отказались от 3D–печати смолой и восковой отливки, переключившись непосредственно на металлическую 3D–печать.
- Кроме того, аэрокосмическая отрасль становится все более и более зависимой от напечатанных металлических 3D–объектов. Итальянская компания Ge-AvioAero была первой, которая занялась цельнометаллической 3D–печатью. Она производит компоненты для авиадвигателей LEAP.
- Еще одна отрасль, нацеливающаяся на металлическую 3D–печать — это автомобилестроение. BMW, Audi, FCA серьезно рассматривают эту технологию, причем не только для прототипирования (для этого 3D–печать применяется уже довольно давно), но и для изготовления реальных деталей.
Однако прежде, чем металлическая 3D–печать по-настоящему пойдет на взлет, придется преодолеть некоторые препятствия. И в первую очередь это — высокая цена, которую не получается сделать ниже, чем при формовке. Также проблемой является низкая скорость изготовления.
Источник: http://3dpt.ru/page/metall-3d-printing
Параметры печати:
| Параметр | Значение |
| Практическая толщина слоя | 20-75 мкм |
| Мин. толщина стенки | 150 |
| Скорость построения, см3/ч | До 55 |
| Произвольно выбираемый оперативный фокус луча лазера, мкм | 50-115 |
| Скорость сканирования, м/с | 10 |
| Расход защитного газа при построении, л/мин. | Ar/N2, 2,5 |
| Расход защитного газа при продувке (начало работы), л/мин | Ar/N2, 70 |
| Расход сжатого воздуха ISO | 8573-1, 18 л/мин. при 1,5 бар |
| Тип лазера | 400 / 700 / 1000 W YLR-волоконный лазер |
Источник: http://mg3d.ru/3dprint/metall
SLM ПРИНТЕР LAR РАБОТАЕТ С ЛЮБЫМ МЕТАЛЛОМ
Все 3D принтеры LAR для печати металлом допускают использование металлических порошков сторонних производителей с обязательным соблюдением норм безопасности в отношении пирофорных материалов, коими являются мелкодисперсные порошки многих металлов.
“ЛАР Технологии” поставляет для 3D принтеров сферические порошки сталей, титановые сплавы, кобальт-хромовые сплавы (кобальт-хром, кобальт-ванадий-хром), порошки латуней и порошки никелевых сплавов. Возможно изготовление металлических порошков с заданным диапазоном фракций (20-30 мкм, 10-40 мкм и т.д.)

Источник: http://larengineering.ru/3d-printing-metal-slm.html
Средняя цена
Рынок сегодня заполнен большим ассортиментом принтеров 3D для дома и производства. Среди них немало 3D принтеров по металлу. Цена наиболее качественных конструкций для использования промышленного равна нескольким десяткам тысячам американских долларов, поэтому позволить себе их могут только крупные компании.
Понятно, что 3D принтер для дома имеют меньшую цену – порядка 10-15 тысяч рублей.
Можно, безусловно, найти и менее дорогие 3D принтеры, печатающие металлами, но соответственно с более низким качеством получаемых изделий.
Понимая это, разработчики работают над совершенствованием 3D принтеров по металлу, купить которые можно будет в ближайшее время.
Видео струйной 3D печати технологии по металлу:
Источник: http://motocarrello.ru/jelektrotehnologii/1762-3d-printer-po-metallu.html
Поддерживаемые материалы:

Нержавеющая сталь
Алюминий

Титан


Гарантия качества

Конфиденциальность

Профессиональная команда

Приемлемые цены

Собственное оборудование

Качество и уникальность
Лучшие специалисты по 3D-печати, 3D-сканированию, 3D-моделированию проконсультируют вас
Источник: http://mg3d.ru/3dprint/metall
Заказать печать
Мне нужно
Мы печатаем на самых лучших принтерах.Проводим 3D сканирования и пост обработку.
изготовить
архитектурный макет
для примененияв производстве
с
От 0.01мм по всем осям!
высокой
точностью. Предпочтительный материал
Мы печатаем десятками разных видов пластиков и композитов и даже металлом!Хотите добавить углеродное волокно? Не вопрос!
прочный пластик
и количество
Единичные экземпляры, мелкий опт или заказы от 1000 штук.
1-10
штук.
Источник: http://3dnetprint.ru/3d-pechat-metall/
Расходные материалы для SLM и DMLS
SLM и DMLS могут производить детали из большого количества металлов и металлических сплавов, включая алюминий, нержавеющую сталь, титан, кобальтовый хром и инконель. Эти материалы охватывают потребности большинства промышленных применений, от аэрокосмической до медицинской. Драгоценные металлы, такие как золото, платина, палладий и серебро также могут быть использованы, но их применение ограничено, в основном, изготовлением ювелирных изделий.
Стоимость металлического порошка очень высока. Например, килограмм порошка из нержавеющей стали 316L стоит примерно 350 — 450 долларов. По этой причине минимизация объема детали и области поддержки являются ключом к тому, чтобы максимально снизить затраты.
Основным преимуществом 3D-печати металлами является ее способность печатать высокопрочными материалами, такими как никелевые или кобальт-хромовые суперсплавы, которые очень трудно обрабатывать традиционными методами производства. Значительную экономию средств и времени можно получить, используя 3D-печать металлами для создания деталей с почти чистой поверхностью, которая впоследствии может быть финально обработана традиционными способами.
Особенности разных материалов для 3D-печати металлом:
|
Материалы |
|
|
Алюминиевые сплавы |
● Хорошие механические и термические свойства ● Низкая плотность ● Хорошая электропроводность ● Низкая твердость |
|
Нержавеющая сталь и инструментальная сталь |
● Высокая износостойкость ● Большая твердость ● Хорошая пластичность и свариваемость |
|
Титановые сплавы |
● Коррозионная стойкость ● Отличное соотношение прочности и веса ● Низкое тепловое расширение ● Биосовместимость |
|
Суперсплавы из кобальта-хрома |
● Отличная стойкость к износу и коррозии ● Отличные свойства при повышенных температурах ● Очень высокая твердость ● Биосовместимость |
|
Никелевые суперсплавы (Инконель) |
● Отличные механические свойства ● Высокая коррозионная стойкость ● Термостойкость до 1200°C ● Используются в экстремальных условиях |
|
Драгоценные металлы |
● Используются в ювелирной промышленности ● Не имеют широкого распространения |
Источник: http://top3dshop.ru/blog/metal-3d-printing-techs-and-cost.html
Новости
-

Фотополимерная печать различных форматов пользуется большим спросом в области скоростного изготовления различных заготовок. 3d-распечатка фотополимером производит высочайшую детализацию любого объекта. Помогает в этом не только специальная компьютерная программа, но и полимерные смолы, накладываемые тонкими слоями, которые хорошо застывают под действием лазерных лучей или УФ-излучения.
Источник: http://mg3d.ru/3dprint/metall
Другие технологии
Осаждение материала путем направленного энергетического воздействия (Directed Energy Deposition)
Можно подумать, что среди технологий печатью металлом отсутствует похожая на обычную FDM, однако, это не совсем так. Вы не сможете плавить металлическую нить в своем настольном 3D-принтере, а вот крупные производители владеют такой технологией и пользуются ею. Есть два основных способа печатать цельнометаллическим материалом.
Один из них называется Directed Energy Deposition (DED) или лазерное наплавление (LMD). Он использует лазерный луч для сплавления металлического порошка, который медленно высвобождается и осаждается из экструдера, формируя слои объекта с помощью промышленного манипулятора.
Обычно это делается внутри закрытой камеры, однако, на примере компании MX3D, мы видим возможность реализации подобной технологии в сооружении настоящего полноразмерного моста, который был изготовлен в октябре 2018 года в Амстердаме.

Изображение моста из металла, напечатанного MX3D в Амстредаме.


Еще одна технология наплавления называется Electron Beam Additive Manufacturing (EBАM), это процесс формирования слоев очень мощным электронным лучом, с его помощью расплавляют титановую проволоку толщиной 3 мм и создают крупные конструкции.
Послойное нанесение связующего материала (Binder Jetting)
Изображение работы принтера ExOne:
Технология 3DP от ExOne — еще один профессиональный метод с послойным соединением. Слои образуются путем склеивания металлических частиц и их последующего спекания (или плавления) в высокотемпературной печи, как и при производстве керамических изделий.
Еще один метод, похожий на технологию производства керамики, замешивание металлического порошка в металлическую пасту. 3D-принтер выдавливает ее с помощью пневматической экструзии, подобно тому, как строительный 3D-принтер делает это с бетоном, чтобы сформировать 3D-объекты. После того, как нужная форма напечатана, объекты также спекают в печи.
Источник: http://top3dshop.ru/blog/metal-3d-printing-techs-and-cost.html
Химическая постобработка 3Д моделей

Это самый популярный метод для обработки пластиковых изделий. За счет своевременно выполненных работ изделие приобретает глянцевый блеск, а его края смотрятся естественно. Самое главное – это правильно подобрать время для обработки, чтобы не испортить внешнего вида. Для очистки чаще всего используются такие фактуры:
Источник: http://mg3d.ru/3dprint/metall