
Купить окрасочное оборудование Graco от официального дистрибьютора в Москве. Большой ассортимент покрасочных аппаратов по доступной цене. Предоставляем возможность аренды. Обращайтесь!
Как подобрать оборудование для покраски
В этом плане определяющим параметром окрасочного аппарата является тип привода его насоса:
- бензиновый – такие устройства используются мобильными ремонтными бригадами, которые работают в условиях отсутствия подключения к электрической сети. Это мощные высокопроизводительные агрегаты, способные работать с красками любой вязкости;
- пневматические – это оптимальный вариант для профессионалов. Пневмокомпрессоры, обладающие большим ресурсом незаменимы там, где требуется обеспечить условия для непрерывного распыления краски, а также в помещениях, где нет возможности подключиться к электросети;
- электрический – это оптимальный вариант для бытового использования, который по достоинству оценили и профессионалы. Такие окрасочные аппараты привлекают сравнительно небольшими габаритами, многообразием моделей, различающихся производительностью, весом, мощностью.
Какой окрасочный агрегат подойдет для ваших нужд? Электрический – удобное решение для отделочников и строителей. Бензиновый не имеет альтернативы там, где нет возможности подключиться к электросети. Пневматический – это техника для предприятий с непрерывным рабочим циклом и специфических условий с экстремальными нагрузками.
Большой выбор покрасочной техники разных брендов Hyvst, Graco, Wagner плюс выгодные цены – прекрасная возможность купить безвоздушный окрасочный аппарат в Интернет магазине электроинструмента «Инструмент – 24». Его в Москве доставит наша курьерская служба, а по территории России – транспортная компания.
Источник: http://tool-24.ru/g23319752-okrasochnye-apparaty
VIP-объявления

10
Столы стулья для кафе столовых
1 200 ₽
Нагорная, 1,1 км
5 часов назад
Источник: http://avito.ru/moskva/oborudovanie_dlya_biznesa?q=порошковая покраска
Особенности покраски металлических конструкций
Качественная окраска металлоконструкций по ГОСТ – многоступенчатый технологический процесс. Предполагается очистка от загрязнений, ржавчины и старой краски. Грунт-преобразователь «съест» ржавчину. Обычная грунтовка нужна для адгезии с гладкой поверхностью.
Важный этап – расчет краски для металлоконструкций. Для завитков и кованых изделий расчет затрат по ЛКМ лишь приблизительный. По гладкой поверхности вести расчеты намного проще.
Наименьший расход краски будет по грунтовке. Для обновления старых конструкций, пораженных коррозией, понадобится несколько составов, включая преобразователь ржавчины и совместимый с краской грунт. Цветной металл не ржавеет, но медь образует зеленоватый налет.
Не ржавеет силумин (сплав алюминия), бронза, высоколегированная сталь и чугун.
Приступая к покраске, важно определиться с расходом красящего состава – он колеблется от нескольких банок краски до 1-2 тонн. Рекомендуется использовать калькулятор расхода краски для металлоконструкций. Не имея точных расчетов, можно вскрыть краской по металлу только объекты небольшой площади:
- Металлический гараж;
- Кованые ворота, забор или калитку;
- Сельскохозяйственные постройки и ангары;
- Некоторые части грузового автомобиля и прицепа.
Все красящие составы на основе растворителей легко воспламеняются, некоторые взрывоопасны при смешивании и нагревании.
Водно-дисперсионные красители абсолютно безопасны, но некоторые компоненты, попадая на кожу, могут вызывать аллергию. Едкие пары красителей и растворителей могут повредить слизистую глаз и носоглотки, поэтому важно работать в защитной одежде.

Качественная окраска металлоконструкций по ГОСТ – многоступенчатый технологический процесс.
Источник: http://kraski-net.ru/okrashivanie/krasim-metall/tehnologiya-pokraski-metallokonstruktsij-raschet-ploshhadi-i-rashoda-kraski
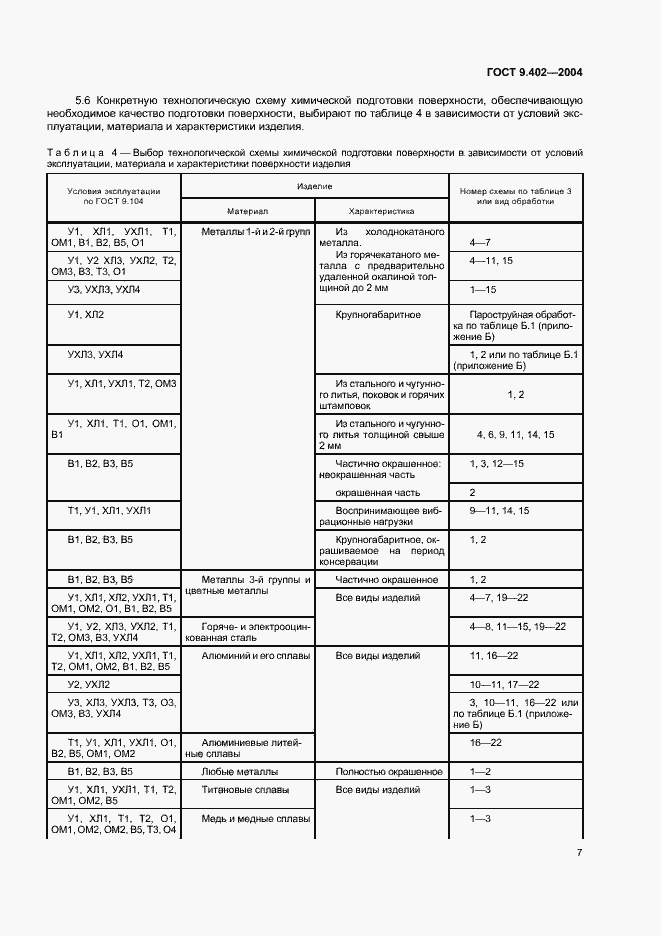
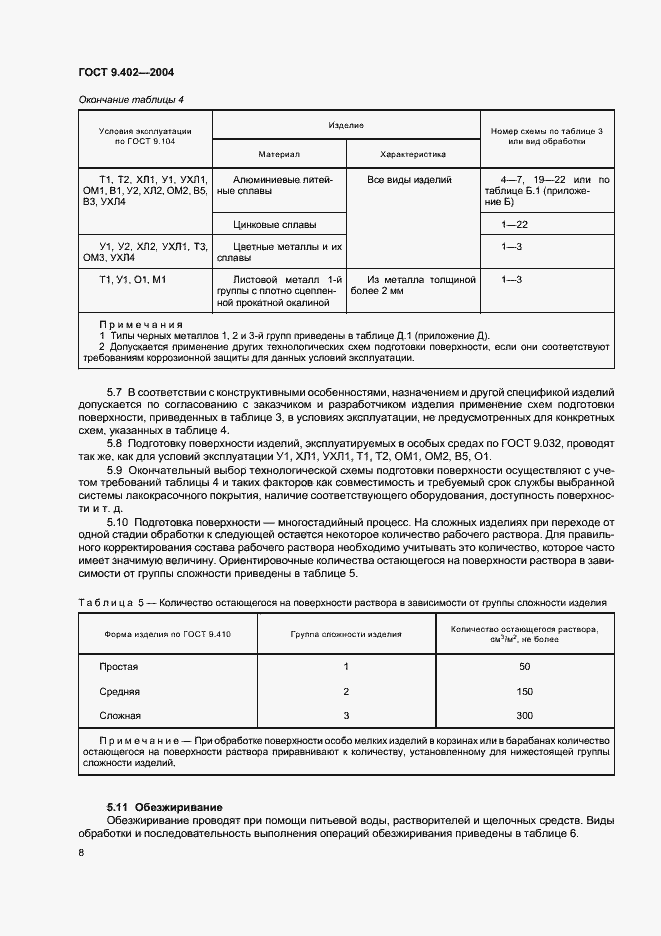
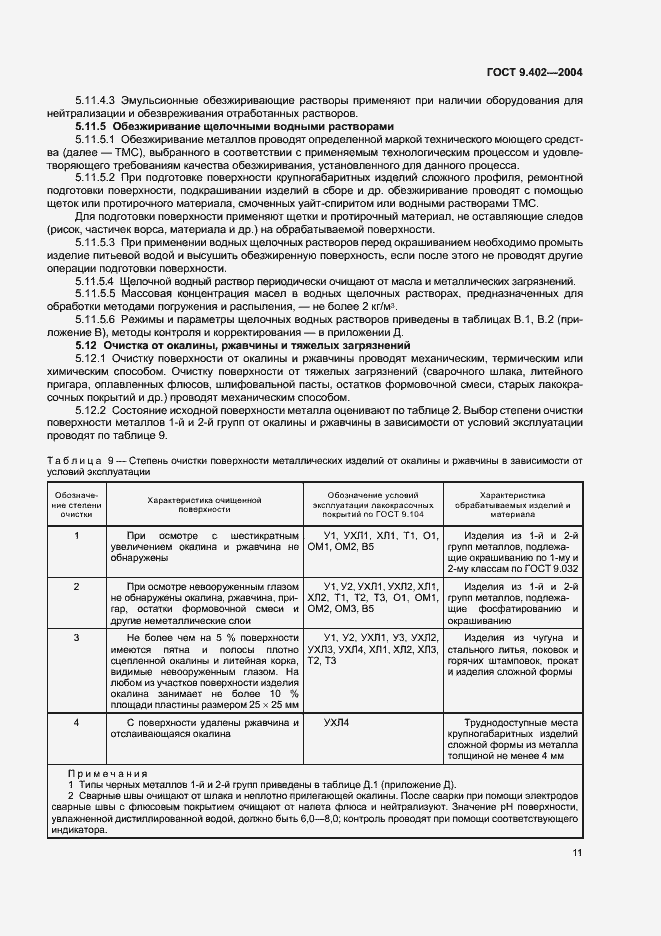
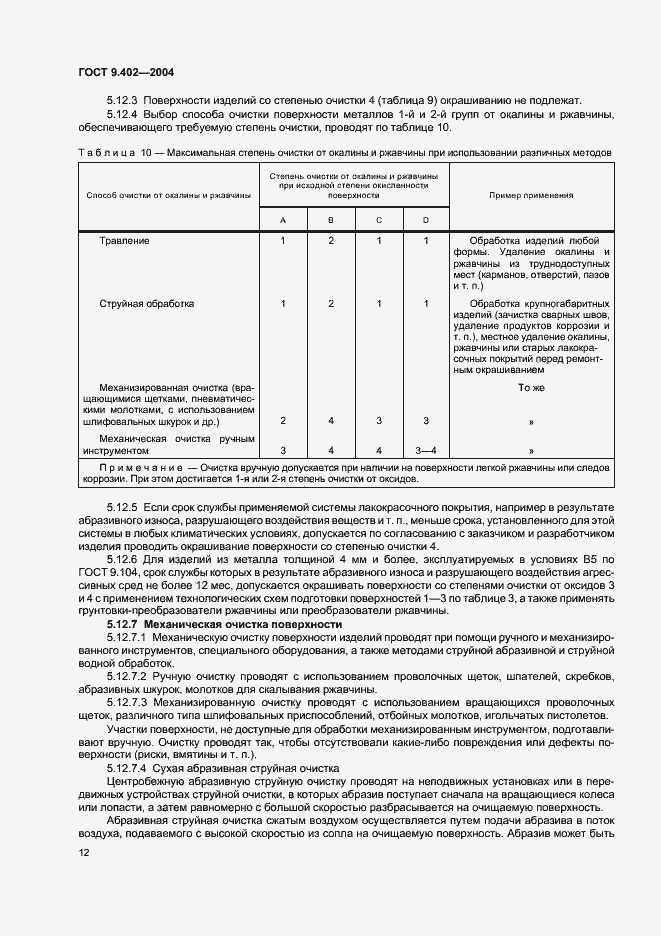
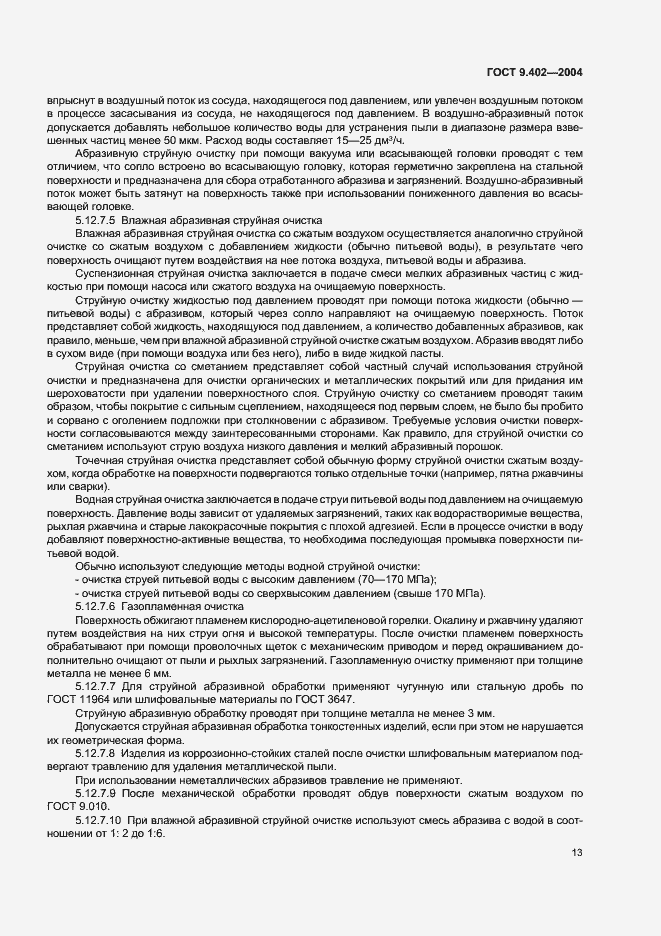
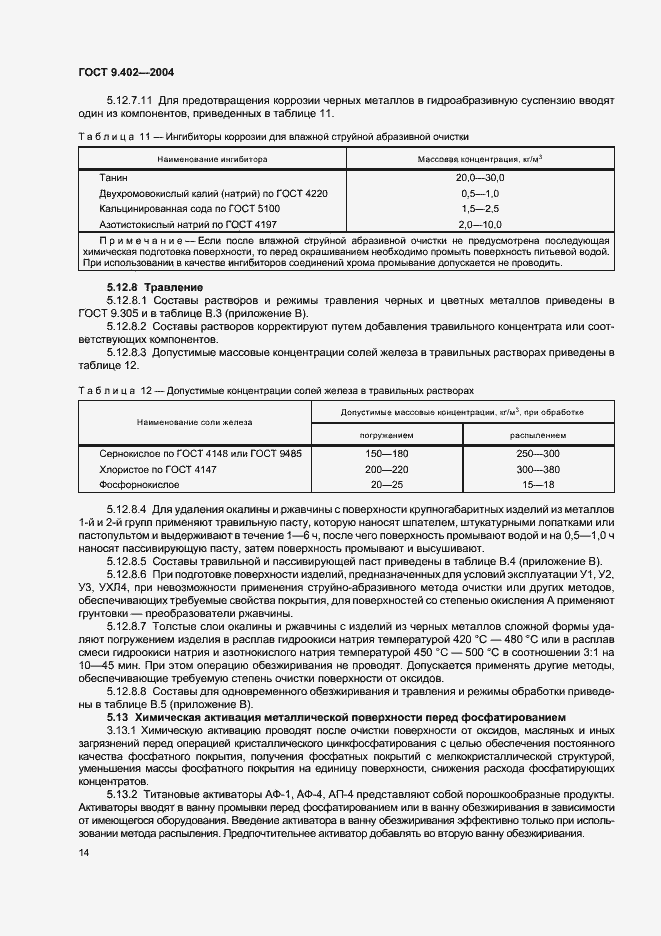
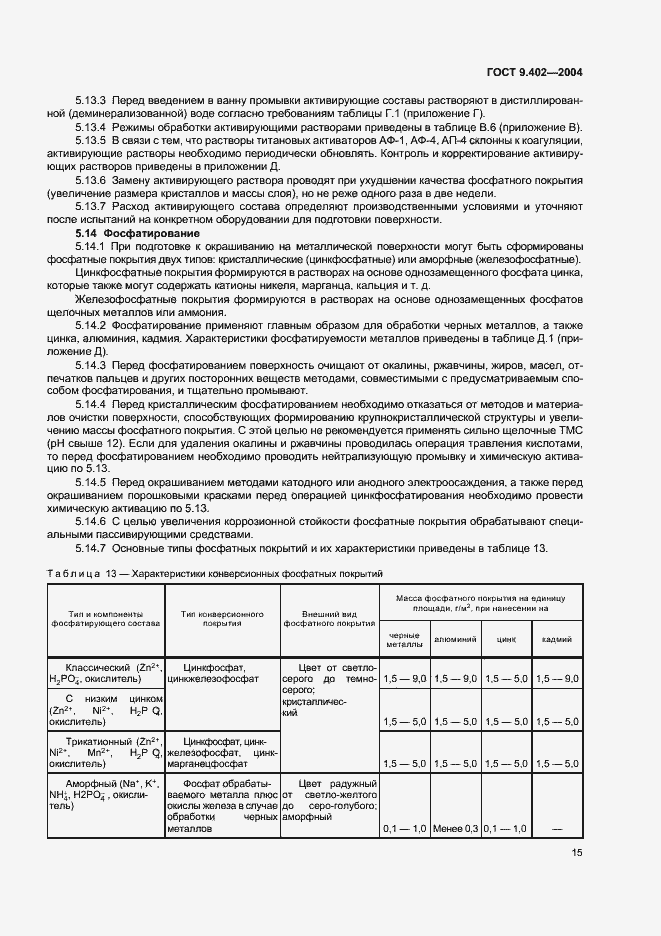
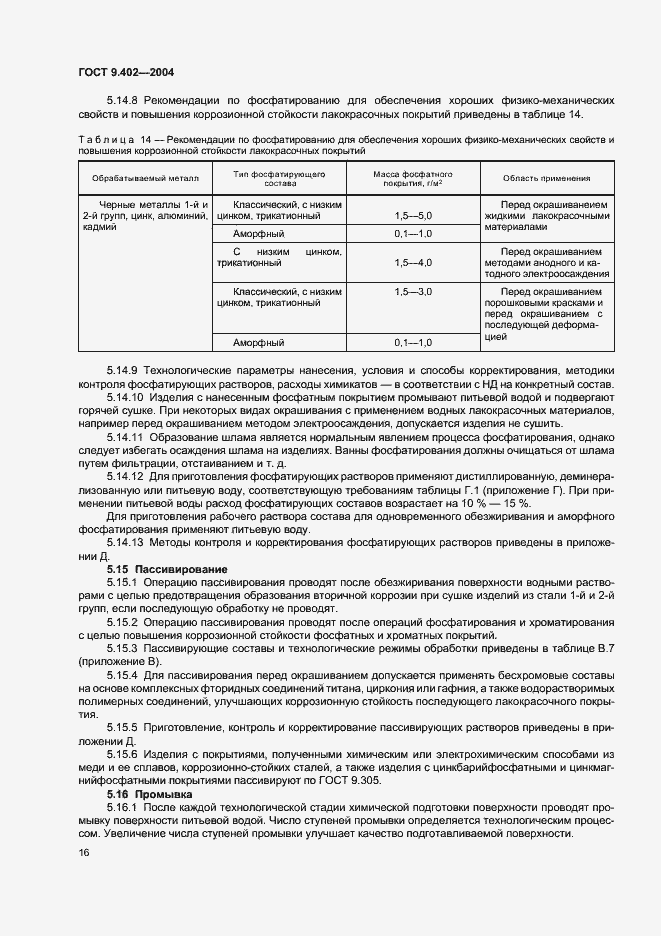
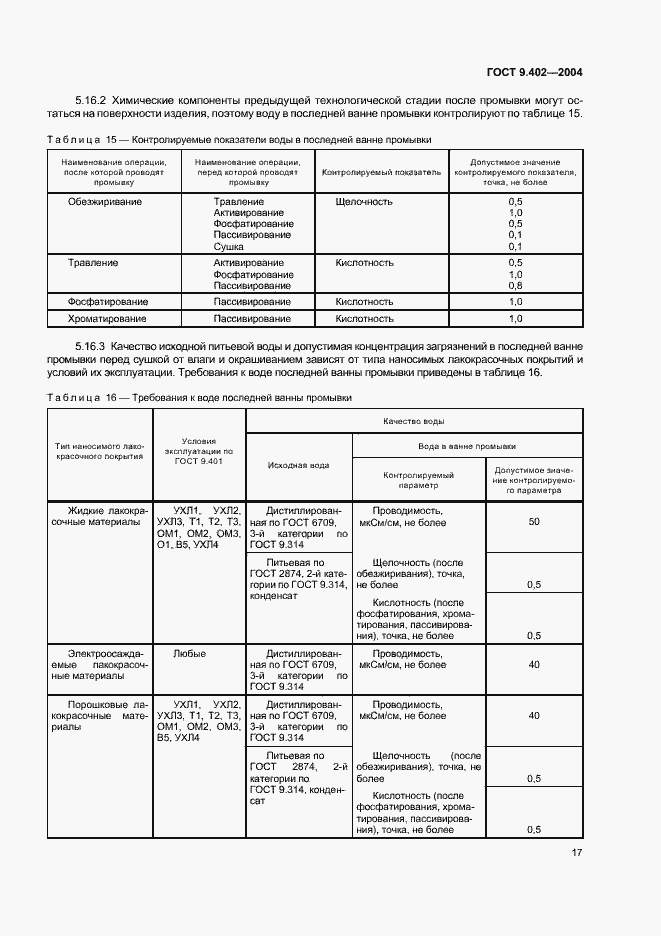
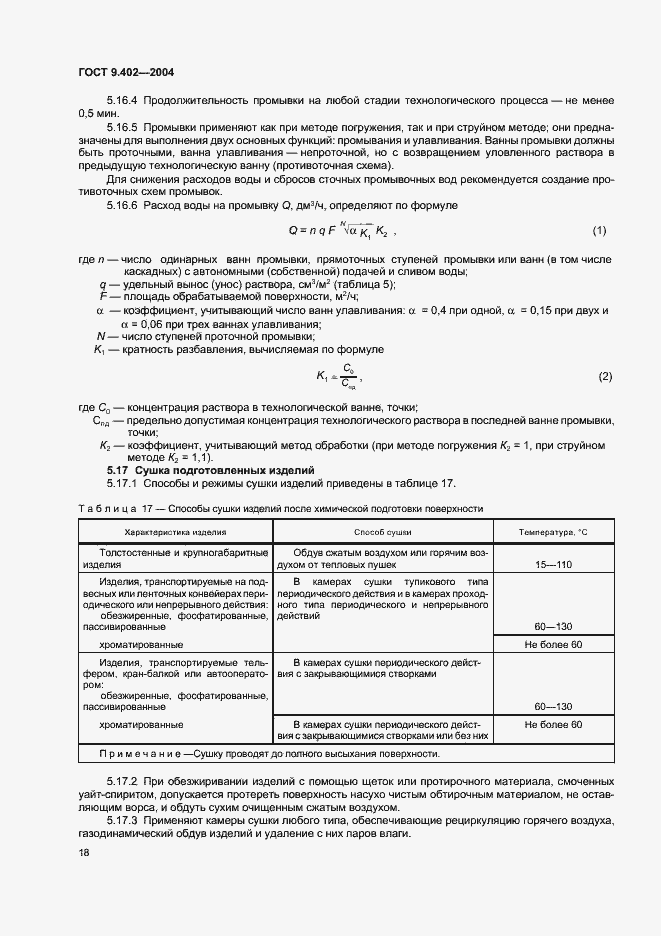
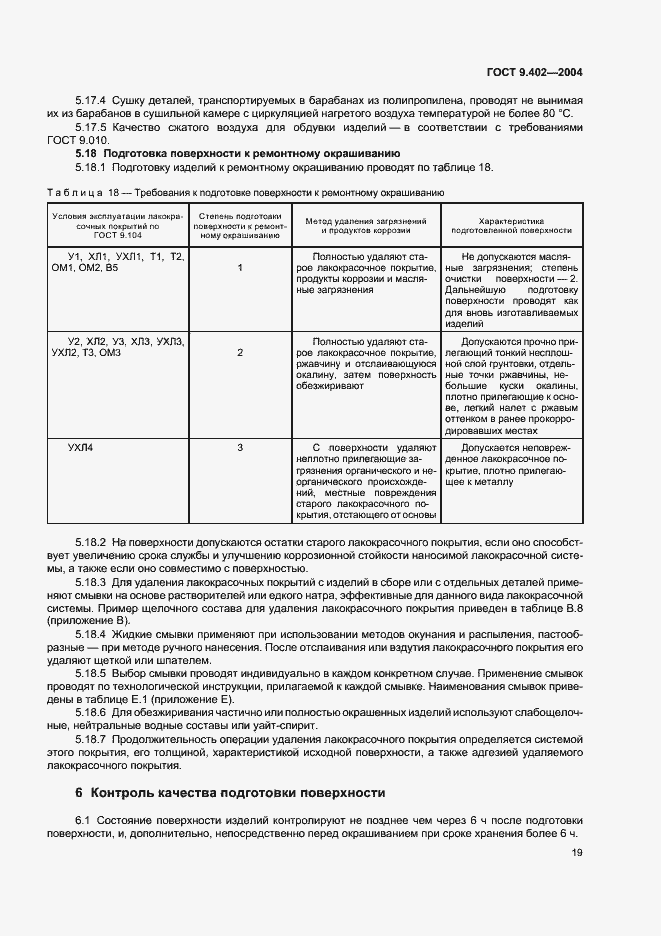
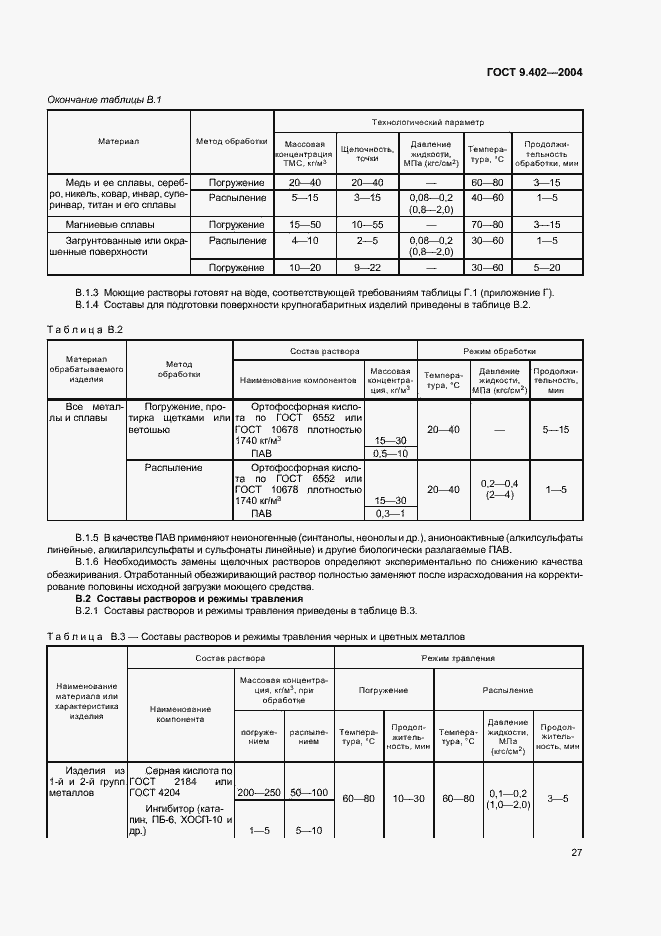
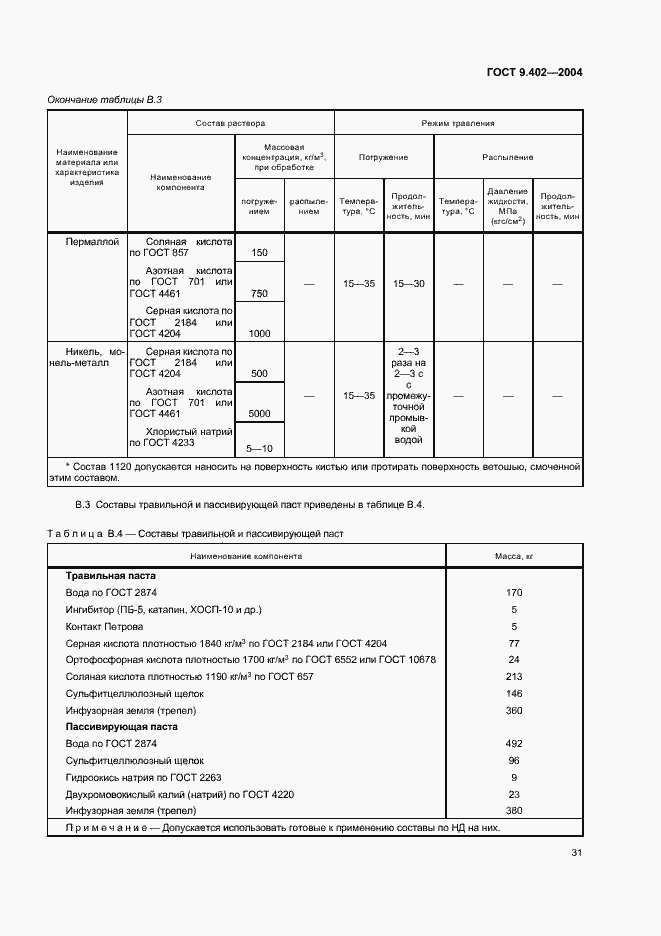
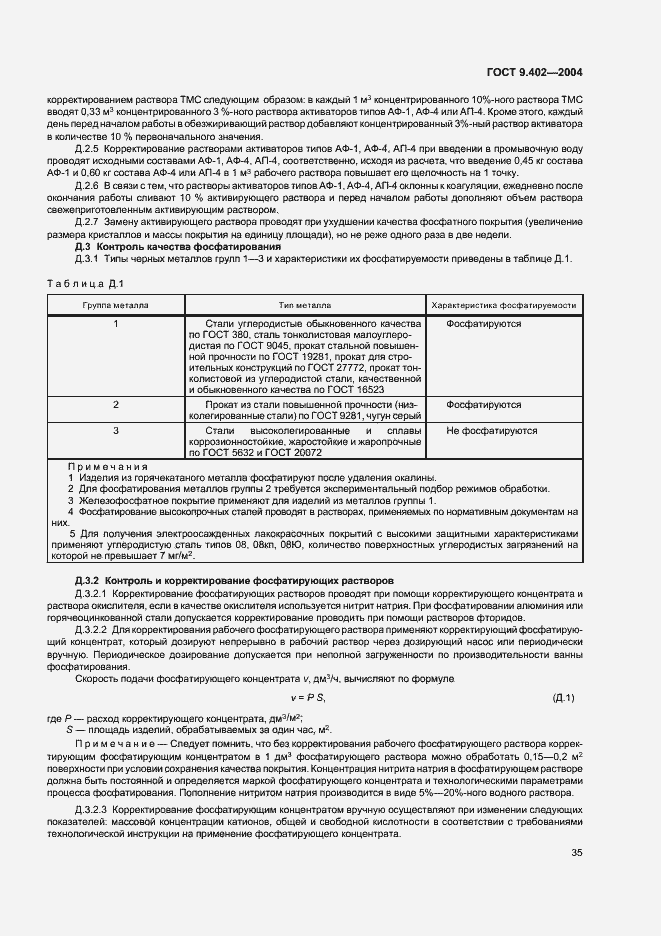
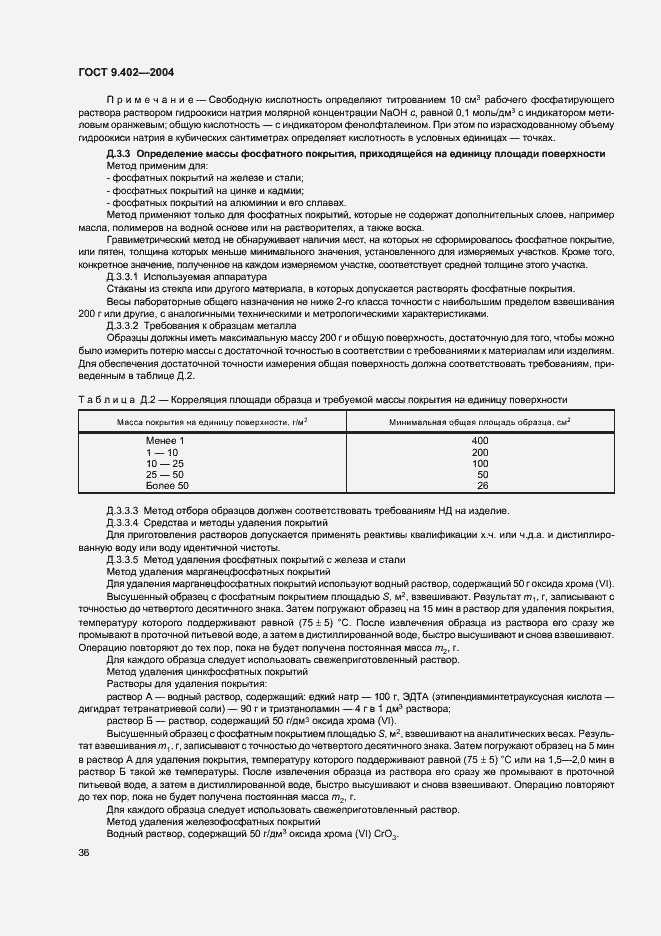
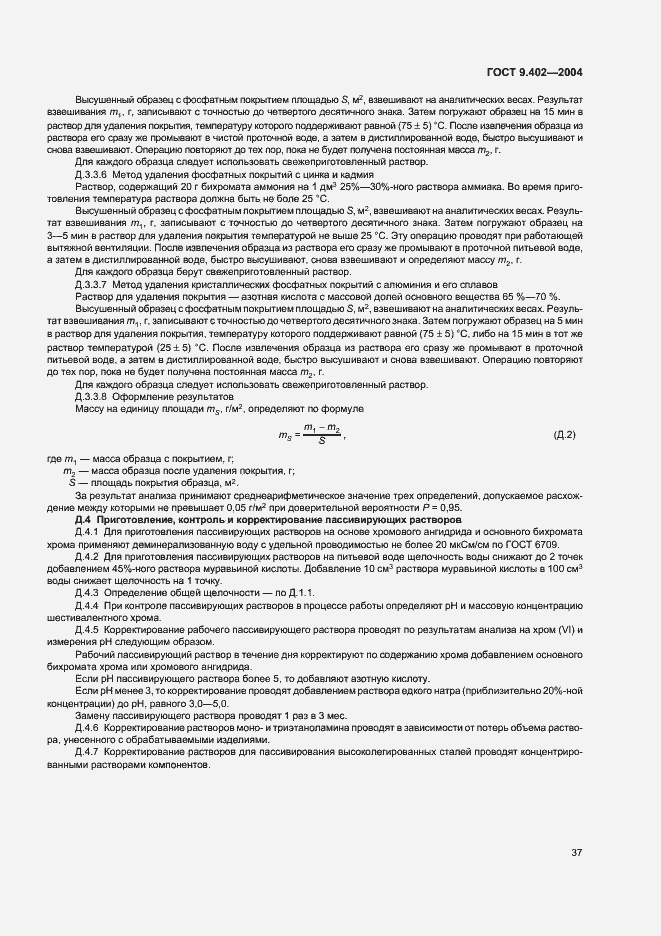
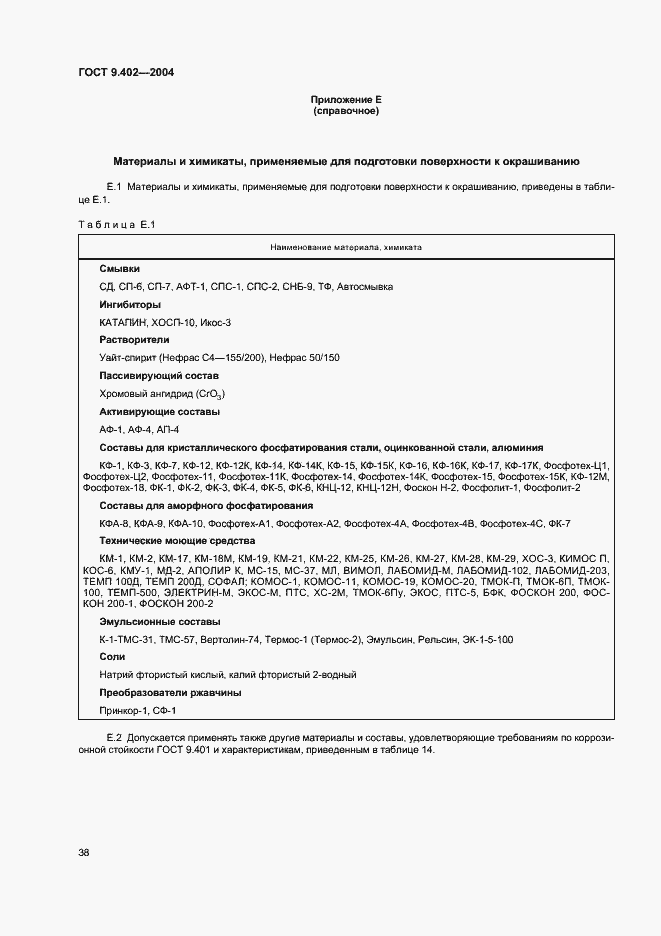
Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
| Обозначение: | ГОСТ 9.402-2004 |
|---|---|
| Статус: | действующий |
| Тип: | ГОСТ |
| Название русское: | Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию |
| Название английское: | Unified system of corrosion and ageing protection. Paint coatings. Metal surface preparation for painting |
| Дата актуализации текста: | 06.04.2015 |
| Дата актуализации описания: | 01.01.2021 |
| Дата регистрации: | 08.12.2004 |
| Дата издания: | 01.08.2006 |
| Дата введения в действие: | 01.01.2006 |
| Область и условия применения: | Настоящий стандарт распространяется на изделия, детали, сборочные единицы и полуфабрикаты из черных, цветных металлов и сплавов и устанавливает общие требования к качеству поверхности изделий, предназначенных к окрашиванию, и технологии подготовки поверхности, в том числе к окрашиванию методами катодного и анодного электроосаждения и к нанесению порошковых покрытий |
| Взамен: | ГОСТ 9.402-80 |
| Список изменений: | №0 от (рег. ) «Дата введения перенесена» |
| Расположен в: |
Общероссийский классификатор стандартов
→ Машиностроение → Обработка и покрытие поверхности → Подготовка поверхности Классификатор государственных стандартов
→ Общетехнические и организационно-методические стандарты → Единая система защиты от коррозии и старения материалов и изделий → Лакокрасочные и другие полимерные покрытия Тематические сборники
→ Единая система защиты от коррозии и старения. |
| Приложение №0: | Поправка к ГОСТ 9.402-2004 |


Приложения к ГОСТу
Поправка к ГОСТ 9.402-2004
| Обозначение: | Поправка к ГОСТ 9.402-2004 |
|---|---|
| Дата введения в действие: | 01.09.2006 |

Источник: http://internet-law.ru/gosts/gost/2743/
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Технологический процесс окрашивания металлоконструкций на монтажной площадке включает следующие последовательные операции:
— подготовка поверхности — обезжиривание, очистка от окислов и окалины, обеспыливание;
— восстановление слоев грунтовки, нанесенных на заводе-изготовителе и поврежденных в процессе транспортирования и монтажных работ;
— нанесение покрывных слоев лакокрасочных материалов — приготовление рабочих составов ЛКМ, нанесение требуемого по СТП 001-95* и ТЕХНОЛОГИЧЕСКОМУ РЕГЛАМЕНТУ количества слоев требуемой толщины, послойная сушка;
— контроль качества и приемка комплексного покрытия.
1.2. Для технологического процесса должны применяться стандартные и унифицированные средства и оборудование.
Источник: http://docplan.ru/Data2/1/4293829/4293829149.htm
Из чего состоит оборудование для покраски металлоконструкций

Идеальную, недорогую и ударопрочную покраску металлических поверхностей любой сложности обеспечивает линия порошковой покраски:
- Отсек напыления краски-порошка на конструкцию
- Отсек для запекания порошковой краски
- Системы передвижения изделий по отсекам – транспортные линии
- Отсек сушки после подготовки и покраски металлов
- Средства распределения краски и защиты оператора покрасочной линии: краскопульты, уловители порошка в воздухе, респираторы и защитная одежда, вибрационные столы и т.д.

Причем порошковое оборудование для окраски металлоконструкций позволяет создавать смесь цветов и палитру, эффекты перехода цвета и «под дерево». Порошковая покраска позволяет нанести любой цвет – от сдержанного до ярчайшего.
Источник: http://poroshkovaia-kraska.ru/oborudovanie-dlya-pokraski-metallokonstruktsij/
Виды коррозии
Обработка металла от ржавчины выполняется с учётом степени поражения поверхности. Возникающие дефекты могут быть:
- неглубокими коррозийными пятнами, распространяющимися по всей площади поверхности, но не проникающие вглубь металла;
- мелким точками с глубоким проникновением вглубь металла;
- сквозным коррозионным поражением;
- подплёночного типа, возникающими под защитным покрытием и вызывающими его вспучивание.

Коррозия может проявляться по-разному Источник texturepalace.com
Источник: http://m-strana.ru/articles/okraska-metallicheskikh-poverkhnostey/
Масляная краска
Состав и особенности

От состава материала зависят его характеристики.
Масляные краски применяются в различных сферах: строительстве, производстве, изобразительном искусстве. В зависимости от сферы применения состав материала может отличаться, поэтому сразу оговоримся, что речь идет о строительных красках, применяемых для малярных работ по металлическим поверхностям.

Мы говорим о строительных составах.
Технические характеристики масляной краски по металлу напрямую зависят от ее состава, поэтому следует рассмотреть его более подробно.
Итак, в состав краски входят:
- Олифа. В современных строительных красках чаще всего встречается синтетическая, комбинированная или алкидная олифа. Этот компонент играет основную роль в образовании твердой пленки на поверхности, так как под воздействием кислорода полимеризуется и твердеет;
- Пигменты. В масляных составах используют неорганические минеральные пигменты, такие как соли и оксиды металлов, сажи, черни и технический углерод, пудры цветных металлов и различные металлические белила. Эти вещества отвечают за формирование того или иного цвета смеси;
- Наполнители. Используются для экономии пигментов и наполнения состава. Это может быть тальк, слюда, каолин и прочие;
- Вспомогательные вещества и целевые добавки. В эту группу входят сиккативы, ускоряющие застывание материала, поверхностно-активные вещества, которые улучшают диспергирование пигментов и наполнителей в олифах, а также различные модификаторы, ингибиторы ржавчины, пластификаторы и прочие компоненты;
- Растворители. Для разбавления олифы используют летучие органические соединения, такие как сольвент, уайт-спирит, очищенный бензин, толуол, ксилол и скипидар.

На фото видно, как верхний слой олифы начал полимеризоваться под действием кислорода.
Наличие перечисленных веществ обуславливает основные особенности покрытия, среди которых наиболее важны такие:
- Сравнительно медленное высыхание материала обусловлено особенностями полимеризации олифы, которая достаточно медленно реагирует с кислородом воздуха при обычной температуре;
- Достаточно прочная и толстая пленка получается за счет полимеризованных смол и масел, а также минеральных пигментов и наполнителей, которые вместе образуют твердое покрытие;
- Ограниченный выбор расцветок обусловлен возможностями применения тех или иных пигментов, список которых не так и велик. Современные краски лидирующих производителей практически лишены этого недостатка за счет применения различных вспомогательных красителей и их смесей;
- Токсичность. Эта особенность обусловлена содержанием растворителей, которые активно испаряются и отравляют атмосферу. Кроме того, в числе пигментов присутствуют соли и оксиды тяжелых металлов и прочие вредные и ядовитые соединения, поэтому чаще всего применяется масляная краска по металлу для наружных работ;
- Водостойкость. Олифы нерастворимы в воде, поэтому материал не боится прямого контакта с водой и повышенной влажности;
- Хорошая адгезия с черными металлами, деревом, камнем, бетоном и прочими поверхностями обусловлена особенностями олиф и их химического строения.

Наличие растворителей делает материал токсичным.
Важно!
Масляные составы представляют собой класс эффективных ЛКМ, который используется в строительстве для малярных работ по различным поверхностям, в том числе металлическим, при этом эти материалы можно отнести к токсичным и потенциально опасным из-за высокого содержания летучих растворителей.
Преимущества и недостатки

Материал можно наносить вручную с помощью кисти.
Чтобы составить наиболее полное впечатление и мнение об этом материале, следует назвать его недостатки и преимущества.
К преимуществам можно отнести:
- Сравнительную дешевизну. Цена масляной краски ниже по сравнению с акриловыми, эпоксидными, кремнийорганическими и порошковыми составами;
- Универсальность. Состав можно наносить на самые разные поверхности: металл, дерево, камень, бетон, штукатурку и прочие;
- Неплохая укрывистость. Расход масляной краски на 1м2 по металлу составляет 100 – 140 г/м2, что в среднем выше аналогичного показателя многих других красок;
- Влагостойкость. Пленка не пропускает влагу, что делает ее неплохой защитой материалов от коррозии и отсыревания;
- Возможность многократного нанесения без удаления предыдущего слоя масляной краски;
- Прочность. Пленка достаточно прочна и неплохо противостоит износу и механическим воздействиям;
- Стабильность. Материал не боится обработки моющими средствами и бытовой химией, не содержащей фракций нефти и растворителей;
- Защита от электрохимической коррозии. Добавление цинковой пудры позволяет защитить сталь и железо от корродирования, пример – электропроводная краска Zinga.

Материал можно использовать на разных поверхностях.
Если говорить о недостатках покрытия, то следует перечислить такие их них:
- Токсичность;
- Низкая эластичность;
- Недолговечность;
- Потеря цвета со временем;
- Боязнь высоких температур. Для покрытия нагреваемых поверхностей лучше использовать огнезащитные краски по металлу Полистил;
- Необходимость сложной подготовки поверхности и тщательной грунтовки; (См. также статью Грунтовка под шпаклевку: особенности.)
- Ограниченный выбор оттенков.

Из-за высокой токсичности материал наносят с использованием средств индивидуальной защиты.
Важно!
Современная промышленность производит множество красок, характеристики которых ушли далеко вперед, однако масляные краски продолжают пользоваться высоким спросом и популярностью за счет своей дешевизны и универсальности.
Источник: http://nashaotdelka.ru/vnutrennjaja/okracka/osobennosti/1353-maslyanaya-okraska-metallicheskih-poverhnostej
: , , 50 .., 2
15-04-030-04
| : , , 50 .., 2 | 100 2 |
2000 ( ), 2009 . .
, 2014 1
, -2001
| . . | |||
| 1 | — 3,3 | .- | 71,06 |
| 2 | (, ) | .- | 0,01 |
| .- | 71,06 | ||
| = 71,06 x 8,85 | . | 628,88 | |
| = 0,46 ( ) | . | 0,46 |
ON-LINE -2020
| . . | — . . |
. |
||||
| 1 | 030954 | 500 , 45 | .- | 0,01 | 31,26 | 0,31 |
| 2 | 400001 | , 5 | .- | 0,03 | 87,17 | 2,62 |
| . | 2,93 |
| . . | — . . |
. |
||||
| 1 | 101-1757 | 0,3 | 1,82 | 0,55 | ||
| 2 | 101-1825 | 2,7 | 32,6 | 88,02 | ||
| 3 | 101-9840 | 0,0246 | 0 | 0,00 | ||
| . | 88,57 |
: 91,49 .
: 720,37 .
2020
15-04-030-04
, .
-2001 2009 2000 .
DefSmeta
, — DefSmeta
, .
Источник: http://defsmeta.com/rgsn/gsn_15/giesn-15-04-030-04.php
Характеристики антикислотных красок
На рынке представлено несколько разновидностей кислотостойких лакокрасочных составов. Краски отличаются друг от друга по составу, а вот подготовительные работы во всех случаях практически неизменны и могут разниться только в зависимости от типа покрытия.

Наиболее известный кислотостойкий ЛКМ — ХВ-785. Краска выпускается еще со времен СССР. Именно этим составов покрашена большая часть поверхностей, эксплуатируемых в условиях агрессивной среды.
Обратите внимание! Технические требования к краскам кислотостойкого типа изложены в ГОСТ 7313-75.
Кислотостойкие составы обладают следующими характеристиками:
- В основе лакокрасочного материала этого типа находится смесь двух смол — алкидной и поливинилхлоридной. Данные компоненты разбавляются органическим растворителем. В качестве добавок используются пигментирующие вещества и пластификаторы: они улучшают характеристики материала, а также повышают сопротивление защитного покрытия внешней среде.
- Готовый раствор предназначен для использования только в составе комплексного защитного покрытия. Иными словами, если покрасить такой краской неподготовленную поверхность, компания-производитель откажется дать гарантию сохранения заявленных свойств товара.
- Кислотостойкий состав может применяться для окрашивания самых разных материалов, в том числе металлов, бетона, оштукатуренных поверхностей. Использоваться лакокрасочный материал может как для покраски внутренних частей зданий, так и фасадов.
- Когда окрашенная поверхность высыхает, она приобретает все характеристики, указанные производителем. Однако следует учитывать, что антикислотные ЛКМ теряют свои качества при температурах свыше 60 градусов по Цельсию.
- Кислотостойкие составы следует наносить исключительно путем распыления. Кисточки и валики для работы с такой краской не используют.

Источник: http://ectrl.ru/steny/luchshaya-kraska-po-rzhavchine.html
Грунтование лаком
Прежде чем окрашивать поверхность, ее нужно прогрунтовать. Для краски XB-785 в качестве грунтовки используется лак XB-784. Характеристики этого лака, его качественные параметры определяются положениями ГОСТ 7313-75.
Использование грунтовочного лака дает возможность упрочить основание, добиться лучших адгезивных качеств покрытия. Именно грунтование обеспечивает надежность защитного покрытия и позволяет продлить его эксплуатационный срок.

Источник: http://ectrl.ru/steny/luchshaya-kraska-po-rzhavchine.html
Описание материалов

Многие составы, которыми можно обработать металл с коррозией, входят в группу вододисперсионных (разбавляемых водой) грунтов и грунтовым краскам. Последние включают в свой состав фосфорную кислоту, известную способностью связки коррозии. Покраска этими растворами позволяет создать на конструкции полимерную пленку – отличный барьер от агрессивного воздействия внешней среды.
Источник: http://ectrl.ru/steny/luchshaya-kraska-po-rzhavchine.html
Где купить оборудование для покраски металлоконструкций дешево
Чтобы выгодно приобрести оборудование для покраски металлических конструкций, нужно покупать его без рыночной накрутки и услуг перекупщиков. ООО «Металл-Стоун» производит и продает свои изделия самостоятельно. В результате Вы получаете:
- Оборудование для покраски металлоконструкций дешевле на 15%, чем их рыночная стоимость
- Монтаж покрасочного оборудования бесплатно
- Установку, наладку и запуск всего оборудования
- Изготовление полного комплекта оборудования за 2 недели
- Доставку по всей России и СНГ
- Гарантию в 1 год на каждый элемент покрасочного оборудования

Для Вас проведут детальное обучение по эксплуатации оборудования для порошковой покраски металлоконструкций. Объяснят все тонкости техники безопасности. С первого дня доставки заказа Вы сможете производить покраску металлических изделий любой сложности.
ООО «Металл-Стоун» больше 15 лет создает индивидуальное оборудование, спроектированное отдельно для каждого заказчика. Оставьте заявку на главной странице нашего сайта, и узнайте полный расчет стоимости всего необходимого Вам оборудования для покраски металлических конструкций.
Источник: http://poroshkovaia-kraska.ru/oborudovanie-dlya-pokraski-metallokonstruktsij/
Преимущества и недостатки метода
Плюсы и минусы покраски металла зависят от вида используемого красящего состава. Преимущества покраски металлических поверхностей при условии соблюдения технологии:
- Получение необходимого оттенка. В продаже можно найти разные цвета.
- Доступность расходных материалов.
- Простота нанесения краски с помощью кисти или валика.
- Защита от образования ржавчины.
Недостатки:
- Многие виды красящих составов выделяют стойкий, неприятный запах. Помещение нужно длительное время проветривать.
- Для порошковой окраски понадобится специальное оборудование, покрасочная камера.
- Не все виды краски защищают металл от коррозии.
Большинство недостатков можно нивелировать, если купить качественный красящий состав, провести работы, строго соблюдая технологию.

Источник: http://metalloy.ru/obrabotka/pokraska-metalla
Органосиликатные составы
Органосиликатные составы применяются для окраски фасадов по бетону, прочной штукатурке, кирпичу, металлу, керамике и стеклу. Но их наносят только на жесткие основания, чтобы из-за повышенной прочности сцепления с ним не происходило отрыва пленки краски от основания.
Краски наносят в любое время года при температуре воздуха от +40 до-40 °С. В зависимости от этого вязкость краски составляет от 20 до 100 с при очень низких температурах окружающей среды. При необходимости ее понижают растворителем (толуолом).
Их наносят валиками или распылителями двумя слоями (второй слой наносят на высохший первый; в жаркое время года краска высыхает приблизительно за 30 мин). При нанесении краски следят, чтобы она ложилась ровным слоем, без пропусков, рябин и потеков.
Так как краска быстро расслаивается, ее регулярно перемешивают, чтобы она не выпадала в осадок и была однородной.
Источник: http://mistnn.ru/kraski/okraska-maslyanymi-sostavami-2.html
ПРИЛОЖЕНИЕ
(обязательное)
|
АКТ Комиссия в составе: __________________________________________________________________________ __________________________________________________________________________ __________________________________________________________________________ произвела осмотр и проверку подготовки поверхности металла для нанесения грунтовочного слоя в _______________________________________________________ (указать пролет) на _______________________________________________________________________ (указать конструктивный элемент) Состояние поверхности вышеуказанного конструктивного элемента: _______________ __________________________________________________________________________ (указать степень очистки от окислов, степень обезжиривания, __________________________________________________________________________ внешний вид поверхности и заключение о возможности проведения окрасочных работ) Подписи: __________________ ___________________ ___________________ |
Источник: http://docplan.ru/Data2/1/4293829/4293829149.htm
Окраска стен водоэмульсионной краской при помощи краскопульта

На окрашенной поверхности должно быть хорошее освещение, но прямые солнечные лучи нежелательны.
Покраска стен краскопультом требует соблюдения определенных правил:
- Прежде чем начинать окрашивание, необходимо удостовериться в наличии подходящего влажностно-температурного режим. Температура должна находиться в пределах 15-30 градусов Цельсия, а влажности не должна превышать 55%.
- На окрашенной поверхности должно быть хорошее освещение, но прямые солнечные лучи нежелательны.
- Все элементы, которые не требуют окрашивания, необходимо закрыть защитным слоем полиэтиленовой пленки.
- Самому маляру стоит облачиться в защитную одежду, надеть респиратор и перчатки.
- При окрашивании стены важно наносить краску сверху вниз, при этом желательно последовательно окрашивать всю стену от верхней до нижней точки, воспользовавшись специальными лесами.
- Расстояние от стены до распылителя должно быть примерно 30 см, в зависимости от состава и качества краски полученный слой может быть прозрачным – в этом случае лучше дождаться высыхания ЛКП и нанести краску ещё раз.
Покраска по штукатурке
Использование краскопульта для покраски штукатурки также возможно. Для этого необходимо выполнить следующий алгоритм:
- Подготовив 10-ти литровую ёмкость, смешиваем белую краску и пигменты до получения однородного состава.
- Разбавляем полученный состав до необходимой консистенции, аккуратно перемешиваем содержимое до однородности.
- Соединяем пульверизатор и головку распылителя.
- По тестовой поверхности проводим пробные мазки, если получается аккуратное однородное покрытие, можно приступать к покраске штукатурки.
Покраска по трафарету

Обновление экстерьера с помощью трафарета.
Чтобы обновить дизайн, не обязательно перекрашивать стену. Достаточно использовать привлекательный трафарет. Такую форму можно сделать своими руками либо приобрести некоторые готовые материалы. Рисунки по трафарету могут наноситься на любой поверхности, это может быть побелка, краска, обои, штукатурка, известка и пр. В другом случае покраска является следующим образом:
- Наносим покрытие, дожидаемся, пока оно полностью высохнет.
- Раскладываем на поверхности трафарет и фиксируем его. При наличии составных частей аккуратно присоединяем части на стыках и плотно прижимаем к поверхности – это очень важный этап, который обеспечит итоговое качество декора.
- Используем пульверизатор для покраски открытых частей поверхности, не спрятанных под трафаретом. Пульверизатор необходимо держать перпендикулярно к стене и наносить краску аккуратно и быстро.
- Оставляем трафарет на несколько минут, чтобы краска подсохла, после чего можно снимать пленку – такие действия позволяют не повредить лакокрасочный слой.
- Действуя аналогичным образом, покрываем рисунком все планируемые поверхности.
- На финишном этапе требуется покрыть рисунок бесцветным лаком, что позволит сделать его прочным.
Источник: http://keramabratsk.ru/kraski-laki/kraska-apparat.html
ПРИЛОЖЕНИЕ
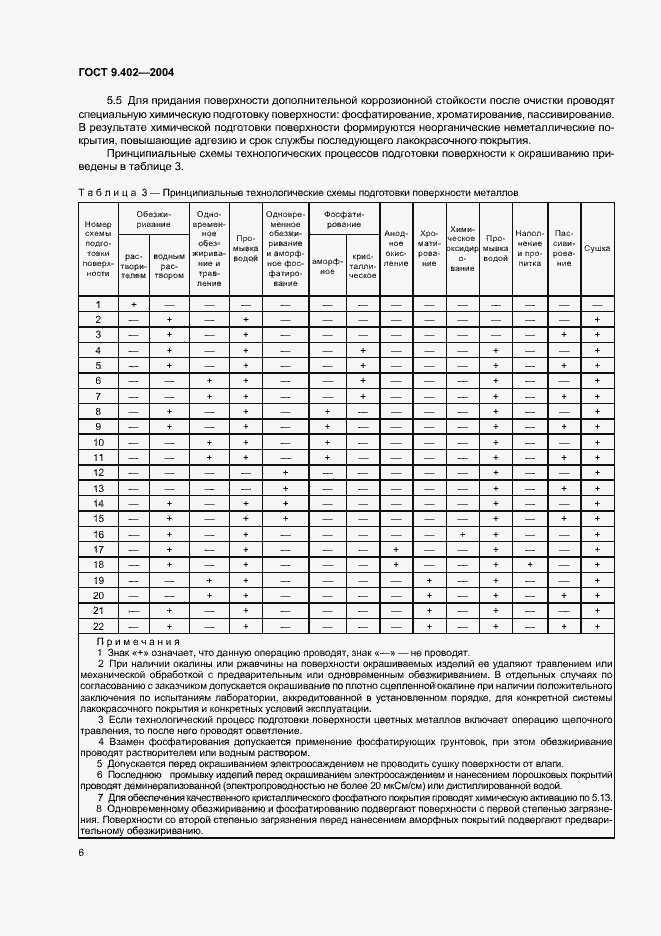
СООТНОШЕНИЕ ТЕМПЕРАТУРЫ ОКРУЖАЮЩЕГО ВОЗДУХА И ТЕМПЕРАТУРЫ ТОЧКИ РОСЫ ПРИ ОПРЕДЕЛЕННОЙ ОТНОСИТЕЛЬНОЙ ВЛАЖНОСТИ
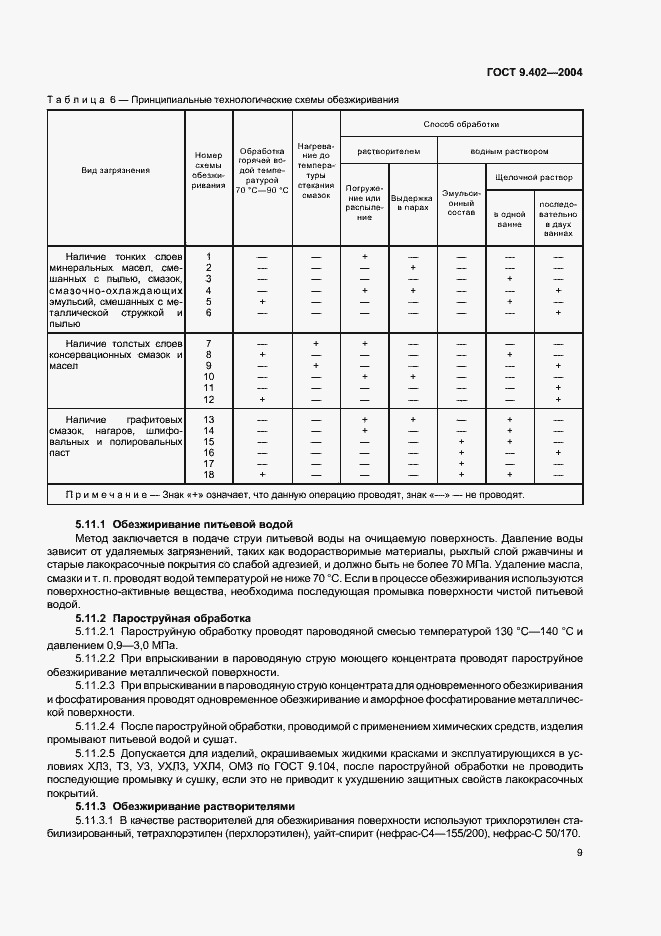
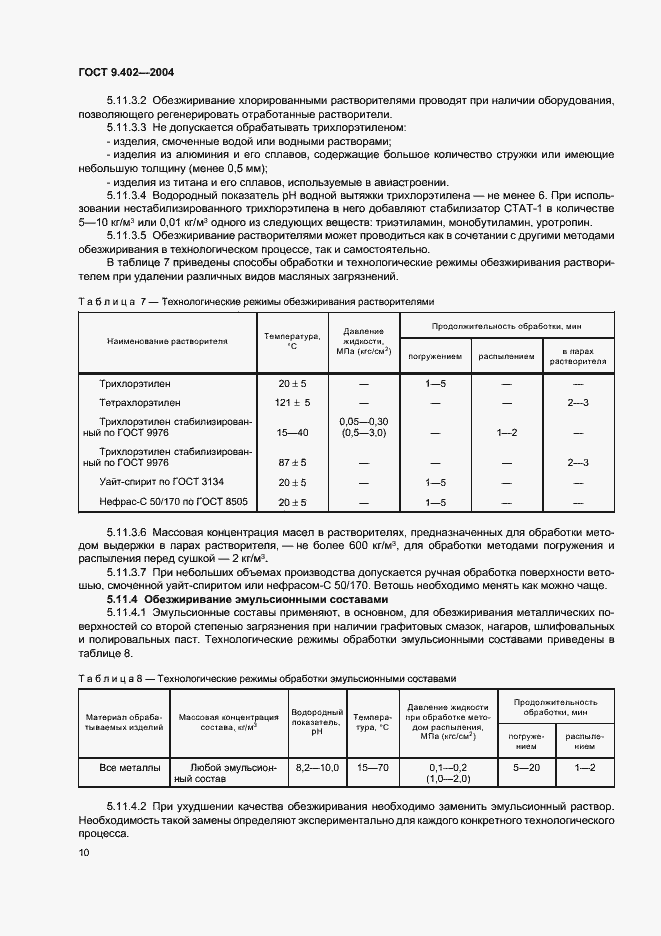
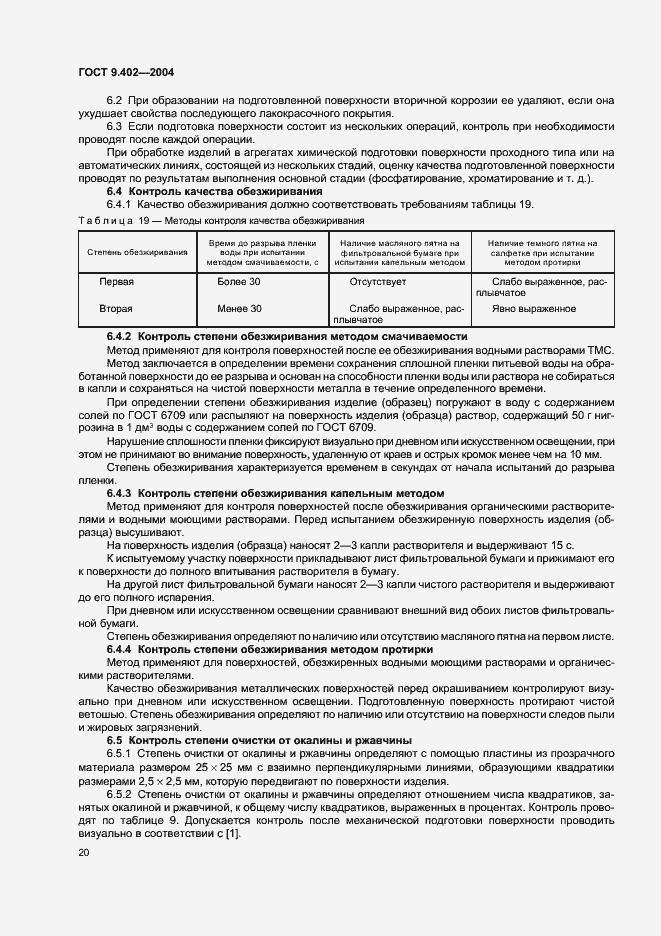
КОНТРОЛЬ КАЧЕСТВА ОБЕЗЖИРИВАНИЯ
|
Метод контроля |
Применимость метода |
Требование ГОСТ 9.402-80 для степени обезжиривания 1 |
|
Метод смачиваемости поверхности |
После обезжиривания водными и моющими растворами |
Время до разрыва пленки воды составляет более 30 сек |
|
Капельный метод |
После обезжиривания водными и моющими растворами, органическими растворителями |
Масляное пятно отсутствует на фильтровальной бумаге |
|
Метод протирки |
После обезжиривания водными и моющими растворами, органическими растворителями |
Темное пятно на салфетке расплывчатое, не явно выраженное |
СОДЕРЖАНИЕ
Источник: http://docplan.ru/Data2/1/4293829/4293829149.htm